



磨削系統(tǒng)解決方案之砂輪堵塞原因解析
2020-08-26(來(lái)源:深圳西斯特科技有限公司)
導(dǎo)讀:磨削過(guò)程是一個(gè)復(fù)雜的多因素、多變量共同作用的過(guò)程。在磨削加工中,不僅磨粒的尺寸、形狀和分布對(duì)加工過(guò)程有影響,而且砂輪的氣孔狀況也起著重要的作用,往往在加工韌性金屬時(shí),出現(xiàn)砂輪壽命過(guò)早結(jié)束,這時(shí)的失效原因主要就是砂輪被堵塞了。要避免砂輪的堵塞和由此產(chǎn)生的不利因素,對(duì)產(chǎn)生堵塞的機(jī)理、過(guò)程及采取的工藝措施需要進(jìn)行系統(tǒng)的解析。
01 砂輪堵塞的類(lèi)型
砂輪堵塞的種類(lèi)很多,不同的工件材料和加工條件所產(chǎn)生的堵塞狀態(tài)各異,分類(lèi)方法也不同,如圖1所示:
01 砂輪堵塞的類(lèi)型
砂輪堵塞的種類(lèi)很多,不同的工件材料和加工條件所產(chǎn)生的堵塞狀態(tài)各異,分類(lèi)方法也不同,如圖1所示:
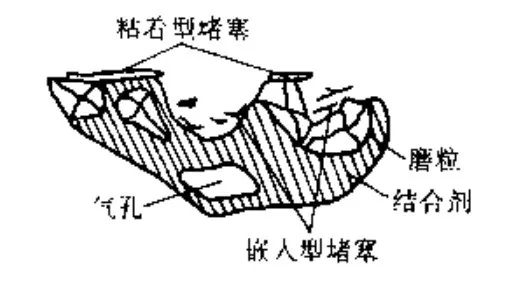
圖1
(1)磨屑嵌塞在砂輪工作面空隙處的堵塞狀態(tài),稱(chēng)嵌入型堵塞;
(2)磨屑熔結(jié)在磨粒及結(jié)合劑上的堵塞狀態(tài),稱(chēng)為粘著型堵塞;
(3)砂輪工作面及空隙處,既有嵌入型堵塞又有粘著型堵塞時(shí),這種堵塞狀態(tài)稱(chēng)為混合型堵塞。
02 砂輪堵塞的形貌
通常用同一砂輪磨削不同的材料時(shí),砂輪的磨削性能和壽命是不一樣的。其原因是工件材料的力學(xué)、物理性能不同,促使磨料切刃鈍化速度不同,切屑的形態(tài)也不一樣。由于不同材料的磨削性能和切屑形狀的差異,砂輪堵塞量和堵塞形態(tài)也不一樣,詳見(jiàn)表1:
(2)磨屑熔結(jié)在磨粒及結(jié)合劑上的堵塞狀態(tài),稱(chēng)為粘著型堵塞;
(3)砂輪工作面及空隙處,既有嵌入型堵塞又有粘著型堵塞時(shí),這種堵塞狀態(tài)稱(chēng)為混合型堵塞。
02 砂輪堵塞的形貌
通常用同一砂輪磨削不同的材料時(shí),砂輪的磨削性能和壽命是不一樣的。其原因是工件材料的力學(xué)、物理性能不同,促使磨料切刃鈍化速度不同,切屑的形態(tài)也不一樣。由于不同材料的磨削性能和切屑形狀的差異,砂輪堵塞量和堵塞形態(tài)也不一樣,詳見(jiàn)表1:
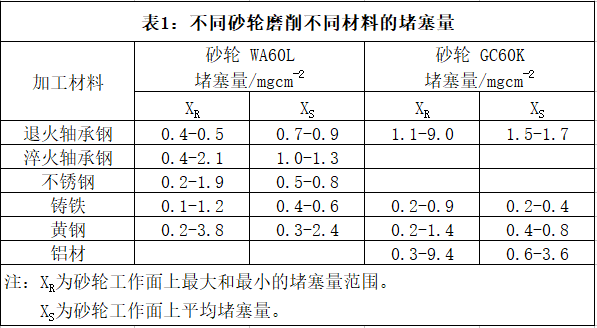
由表1可見(jiàn),用不同砂輪磨削同一工件材料,其堵塞程度不同;用同一砂輪磨不同工件材料,其堵塞程度更不同。因此砂輪的堵塞形態(tài),如果以砂輪種類(lèi)分:白剛玉砂輪磨削軸承鋼和鑄鐵,主要是嵌入型堵塞;磨削不銹鋼和黃銅時(shí)則為混合型堵塞。用綠色碳化硅砂輪磨削軸承鋼和鑄鐵,主要是嵌入型堵塞;磨削鋁材是粘著性堵塞,磨黃銅則屬于混合型堵塞。如果以工件材料來(lái)分:碳素鋼、合金鋼易發(fā)生嵌入型堵塞;高速鋼、不銹鋼、高溫合金易發(fā)生混合型堵塞;鋁和鈦合金主要產(chǎn)生粘著型堵塞。
03 砂輪堵塞的形成機(jī)理
(1)嵌入型堵塞
嵌入型堵塞主要是磨屑機(jī)械地侵嵌在砂輪空隙里,其中磨屑與磨粒之間并無(wú)化學(xué)粘著作用發(fā)生。形成機(jī)理:
①外來(lái)因素:磨削加工有一個(gè)很重要的特點(diǎn),一般Fy/Fz≥2~10,工件材料愈硬,塑性愈小,比值愈大,磨削區(qū)的磨屑在強(qiáng)大的正壓力作用下,被機(jī)械擠進(jìn)砂輪表面的空隙里。磨屑是沿磨粒前面滑出,磨粒前面的局部區(qū)域堆積著數(shù)層磨屑,在砂輪高速旋轉(zhuǎn)的作用,磨粒后面形成氣流旋渦區(qū),旋渦區(qū)的空氣壓力顯著減小,在負(fù)壓力作用下,使部分磨屑依附在磨粒的后面,形成磨粒后刀面的依附性堵塞,依附物多數(shù)是灰燼和微粒。
②靜電場(chǎng)的作用:在磨削區(qū)某些小區(qū)域內(nèi)形成了由砂輪和工件組成的小電場(chǎng),在電場(chǎng)的作用下,部分磨屑將呈現(xiàn)極性,根據(jù)異性相吸原理,與砂輪極性相反的磨屑就被吸附在砂輪工作表面。借助于砂輪與工件之間較大的機(jī)械壓力,使已吸附在砂輪表面的磨屑能穩(wěn)定地嵌入砂輪表面空隙之間。如在磨削碳鋼時(shí),當(dāng)磨粒在金屬表面上摩擦或磨削時(shí),磨粒的磨損就開(kāi)始了,即磨粒的鋒利邊沿開(kāi)始被磨去,這就在磨粒上形成一個(gè)平面。該平面變得越來(lái)越大,以致于作用在磨粒上的摩擦力大得足以引起砂輪表面砂粒脫落或斷裂,從而露出新的磨削刃。這時(shí)砂輪的堵塞是磨屑嵌塞在空隙處而形成嵌入型堵塞。
(2)粘著型堵塞
粘著型堵塞的形成過(guò)程是,首先在磨屑和磨粒之間產(chǎn)生化學(xué)粘合,然后磨屑之間在機(jī)械粘力和壓力作用下相互熔焊,形成了粘屑型堵塞。形成機(jī)理:
①熔化性粘結(jié):磨削過(guò)程中絕大部分輸入功率轉(zhuǎn)變?yōu)槟ハ鳠幔鼓ハ鼽c(diǎn)溫度高達(dá)1200k以上,磨屑遇空氣快速氧化,形成低熔點(diǎn)的金屬氧化物,在磨削區(qū)高溫加熱呈熔化或微熔狀態(tài),覆蓋在砂輪表面,當(dāng)砂輪上這部分表面再次參與磨削時(shí),在磨削力的作用下被擠開(kāi)或強(qiáng)化,增加了與砂輪的親和力和附著力,有的被擠壓粘附在工件表面隆起的溝槽表面中。通過(guò)多次隨機(jī)磨削,磨粒四周粘附許多磨屑,使磨削力增大,同時(shí)溫度升高,由此引起惡性循環(huán),加劇堵塞,直至磨粒破碎或脫落。
②化學(xué)性粘結(jié):不同元素之間的化學(xué)親和力是粘結(jié)性堵塞的又一重要原因。磨粒和被磨削材料在
03 砂輪堵塞的形成機(jī)理
(1)嵌入型堵塞
嵌入型堵塞主要是磨屑機(jī)械地侵嵌在砂輪空隙里,其中磨屑與磨粒之間并無(wú)化學(xué)粘著作用發(fā)生。形成機(jī)理:
①外來(lái)因素:磨削加工有一個(gè)很重要的特點(diǎn),一般Fy/Fz≥2~10,工件材料愈硬,塑性愈小,比值愈大,磨削區(qū)的磨屑在強(qiáng)大的正壓力作用下,被機(jī)械擠進(jìn)砂輪表面的空隙里。磨屑是沿磨粒前面滑出,磨粒前面的局部區(qū)域堆積著數(shù)層磨屑,在砂輪高速旋轉(zhuǎn)的作用,磨粒后面形成氣流旋渦區(qū),旋渦區(qū)的空氣壓力顯著減小,在負(fù)壓力作用下,使部分磨屑依附在磨粒的后面,形成磨粒后刀面的依附性堵塞,依附物多數(shù)是灰燼和微粒。
②靜電場(chǎng)的作用:在磨削區(qū)某些小區(qū)域內(nèi)形成了由砂輪和工件組成的小電場(chǎng),在電場(chǎng)的作用下,部分磨屑將呈現(xiàn)極性,根據(jù)異性相吸原理,與砂輪極性相反的磨屑就被吸附在砂輪工作表面。借助于砂輪與工件之間較大的機(jī)械壓力,使已吸附在砂輪表面的磨屑能穩(wěn)定地嵌入砂輪表面空隙之間。如在磨削碳鋼時(shí),當(dāng)磨粒在金屬表面上摩擦或磨削時(shí),磨粒的磨損就開(kāi)始了,即磨粒的鋒利邊沿開(kāi)始被磨去,這就在磨粒上形成一個(gè)平面。該平面變得越來(lái)越大,以致于作用在磨粒上的摩擦力大得足以引起砂輪表面砂粒脫落或斷裂,從而露出新的磨削刃。這時(shí)砂輪的堵塞是磨屑嵌塞在空隙處而形成嵌入型堵塞。
(2)粘著型堵塞
粘著型堵塞的形成過(guò)程是,首先在磨屑和磨粒之間產(chǎn)生化學(xué)粘合,然后磨屑之間在機(jī)械粘力和壓力作用下相互熔焊,形成了粘屑型堵塞。形成機(jī)理:
①熔化性粘結(jié):磨削過(guò)程中絕大部分輸入功率轉(zhuǎn)變?yōu)槟ハ鳠幔鼓ハ鼽c(diǎn)溫度高達(dá)1200k以上,磨屑遇空氣快速氧化,形成低熔點(diǎn)的金屬氧化物,在磨削區(qū)高溫加熱呈熔化或微熔狀態(tài),覆蓋在砂輪表面,當(dāng)砂輪上這部分表面再次參與磨削時(shí),在磨削力的作用下被擠開(kāi)或強(qiáng)化,增加了與砂輪的親和力和附著力,有的被擠壓粘附在工件表面隆起的溝槽表面中。通過(guò)多次隨機(jī)磨削,磨粒四周粘附許多磨屑,使磨削力增大,同時(shí)溫度升高,由此引起惡性循環(huán),加劇堵塞,直至磨粒破碎或脫落。
②化學(xué)性粘結(jié):不同元素之間的化學(xué)親和力是粘結(jié)性堵塞的又一重要原因。磨粒和被磨削材料在