



JLMS-54.4水泥立磨的調試經驗
2018-12-10于云利 于海濤 朱鳳春
(唐山冀東水泥股份有限公司)
(唐山冀東水泥股份有限公司)
冀東水泥永吉有限責任公司是我公司旗下的子公司,該公司5000t/d生產線水泥粉磨系統采用3臺JLMS-54.4立磨作水泥終粉磨,裝機功率4200kW,系統裝機功率6779kW,設計臺時產量160~180t/h,生產P·O42.5水泥,比表面積360m2/kg。其中主機設備是由冀東發展集團裝備研發中心自行研發設計。
Z先安裝的2號立磨于2012年4月12日凌晨開始帶料試車調試,本文就此次調試過程中存在的問題及處理措施逐一介紹。
1 調試過程中存在的問題及處理措施
Z先安裝的2號立磨于2012年4月12日凌晨開始帶料試車調試,本文就此次調試過程中存在的問題及處理措施逐一介紹。
1 調試過程中存在的問題及處理措施
1.1 磨機振動過大
在當晚調試時,共投料3次,磨機振動非常大,投料量100t/h,第二天決定將磨盤中間加固立筋加高到150mm(原始高度為80mm),并且將所有氮氣囊由原來5MPa泄壓到3.5MPa,研磨壓力設定在7MPa。在隨后調試過程中,出現過數次磨機振停情況,垂直振動值Z大可達25mm/s。由此確認改變立筋高度對磨機沒有起作用,經多次調試后,將液壓系統氮氣囊壓力仍設定在3.5MPa,同時通過增加混合料水分、適當降低擋料圈的高度(由160mm降低到110mm)、改變選粉機的調速方式,Z終使磨機得以穩定運轉。
1.2 主電動機電流過高
在隨后幾天的調試過程中,投料量150t/h,研磨壓力4.5MPa,主機電流Z高達到602A,超過額定電流(492A),主機也多次因為電流過高跳停。后來投料時采取選粉機低轉速投料,投料時主機電流在300A左右,穩定運行后在逐漸增加選粉機轉速過程中,主機電流逐漸增高,選粉機頻率增加到25Hz時,主機電流在450A左右,說明磨機做功較好。Z后,以選粉機頻率達到18Hz投料,待研磨壓力逐漸升高到7~8.5MPa時,再以每次1Hz的幅度增加選粉機轉速,加到25Hz時,通知質量管理部進行取樣,通過比表面積數值來調節選粉機轉速。
1.3 磨輥回油不順暢
立磨投入運行初期,磨輥潤滑出現回油不順暢情況,磨輥透氣帽漏油,且油量較大。改進如下:在磨機運行之前,先加熱磨輥油站,使其油箱溫度在45℃左右,再將油站開啟內循環運行,經過內循環,油箱溫度會下降,待油箱油溫再上升到45℃左右,調至正常供油系統,開磨運行,在開磨時供油溫度40℃左右較適宜。這樣可以使潤滑油流速增快,在磨機運行后,通過調節回油泵來調節回油即可。
1.4 液壓管路跑油
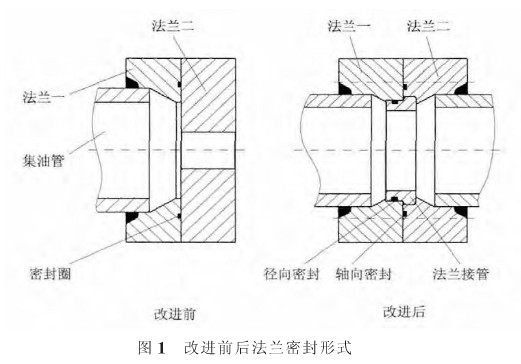
在2012年投產初期,1號磨和2號磨多次出現液壓管路法蘭跑油現象,由于在試運行階段,研磨壓力設定在12MPa左右,壓力過高,加之振動較大,所以液壓管路在蓄能器連接處頻繁漏油。后來使用了進口密封圈,并且改進了連接處液壓管路法蘭的密封形式,法蘭密封形式改進前后比較見圖1。在工藝方面,通過工藝調整,研磨壓力只使用6~8.5MPa即可,解決了漏油問題。
在當晚調試時,共投料3次,磨機振動非常大,投料量100t/h,第二天決定將磨盤中間加固立筋加高到150mm(原始高度為80mm),并且將所有氮氣囊由原來5MPa泄壓到3.5MPa,研磨壓力設定在7MPa。在隨后調試過程中,出現過數次磨機振停情況,垂直振動值Z大可達25mm/s。由此確認改變立筋高度對磨機沒有起作用,經多次調試后,將液壓系統氮氣囊壓力仍設定在3.5MPa,同時通過增加混合料水分、適當降低擋料圈的高度(由160mm降低到110mm)、改變選粉機的調速方式,Z終使磨機得以穩定運轉。
1.2 主電動機電流過高
在隨后幾天的調試過程中,投料量150t/h,研磨壓力4.5MPa,主機電流Z高達到602A,超過額定電流(492A),主機也多次因為電流過高跳停。后來投料時采取選粉機低轉速投料,投料時主機電流在300A左右,穩定運行后在逐漸增加選粉機轉速過程中,主機電流逐漸增高,選粉機頻率增加到25Hz時,主機電流在450A左右,說明磨機做功較好。Z后,以選粉機頻率達到18Hz投料,待研磨壓力逐漸升高到7~8.5MPa時,再以每次1Hz的幅度增加選粉機轉速,加到25Hz時,通知質量管理部進行取樣,通過比表面積數值來調節選粉機轉速。
1.3 磨輥回油不順暢
立磨投入運行初期,磨輥潤滑出現回油不順暢情況,磨輥透氣帽漏油,且油量較大。改進如下:在磨機運行之前,先加熱磨輥油站,使其油箱溫度在45℃左右,再將油站開啟內循環運行,經過內循環,油箱溫度會下降,待油箱油溫再上升到45℃左右,調至正常供油系統,開磨運行,在開磨時供油溫度40℃左右較適宜。這樣可以使潤滑油流速增快,在磨機運行后,通過調節回油泵來調節回油即可。
1.4 液壓管路跑油
在2012年投產初期,1號磨和2號磨多次出現液壓管路法蘭跑油現象,由于在試運行階段,研磨壓力設定在12MPa左右,壓力過高,加之振動較大,所以液壓管路在蓄能器連接處頻繁漏油。后來使用了進口密封圈,并且改進了連接處液壓管路法蘭的密封形式,法蘭密封形式改進前后比較見圖1。在工藝方面,通過工藝調整,研磨壓力只使用6~8.5MPa即可,解決了漏油問題。
1.5 選粉機電流過高
在收塵風機正常拉風情況下,選粉機頻率設定35Hz,反饋只能達到25Hz(滿頻率50Hz)左右,此時電流達到548.4A,已超出額定電流(額定電流516A),磨機開始研磨物料后電流會繼續上升。在單機試車時,頻率給定不宜過快,過快則電流波動較大。帶料調試過程中,水泥比表面積主要由選粉機調節,由于頻率只能到25Hz左右,經過采取調整拉風和研磨壓力等措施,水泥成品比表面積仍未達到標準。為此,分別采取了一系列措施:摘掉一半(每隔一片抽一片)轉子葉片;將轉子葉片全部摘下,安裝一半切割掉原有寬度57%的轉子葉片;切割完成的轉子葉片摘下,反向安裝到選粉機轉子上;將選粉機導流葉片由固定角度改為可調角度;將噴口環處導風葉片全部摘掉等,但都沒有解決選粉機超額定電流的問題。
后來加入了礦渣粉以提高比表面積,但磨機振動隨之升高,選粉機電流也升至超額定電流。
在后期調試過程中,經研究,選粉機采取低頻率(18Hz)開車投料,先將磨機穩定運轉,然后再調整比表面積。采用這種措施以后,磨機運行平穩,當選粉機頻率18Hz時電流為190A左右,水泥比表面積為248m2/kg,穩定運轉1h后,逐漸增加選粉機轉速,加到25Hz時,磨機主機電流有所增加,在450A左右,磨機運行較平穩,選粉機電流為350A左右,水泥比表面積為378m2/kg。
現在采取低選粉機轉速開磨已經解決選粉機電流高的問題,后經分析電流超載的具體原因是由于開磨時選粉機轉速設定較高,導致從磨輥落下到研磨壓力加載完成階段產生大量粗粉,選粉機負荷過大,導致選粉機電流高。
2 系統調整
1)5月11日,由于已經具備加入混合材的條件,配料方案見表1。研磨壓力為4~5.5MPa,比表面積為180~312m2/kg。
2)5月25日,磨內噴水設備具備投入條件,將4個磨輥研磨壓力提高到9~10MPa,啟動磨內噴水,配比見表1,比表面積為295~343m2/kg。
3)為提高比表面積,繼而對配料方案做了進一步調整,見表1。采用磨內噴水和添加助磨劑,研磨壓力為9~12MPa,比表面積為360m2/kg。
助磨劑的添加對提高產量、穩定運行產生了積極作用。助磨劑由唐山冀東水泥外加劑有限責任公司專門為水泥立磨研制生產的DSA100H(L)型高性能水泥助磨劑。加入點選擇在入磨物料皮帶。加入助磨劑后水泥磨臺時產量從160~170t/h提高到180~190t/h,水泥3d抗壓強度提高2~3MPa,28d抗壓強度提高3~5MPa。
不同于球磨系統中加入助磨劑來解決磨內物料的靜電團聚現象、磨內物料流速慢和包球包段等問題,用于水泥立磨的助磨劑要考慮到立磨內的溫度、風速等特殊條件,使助磨劑既要溶于水,又要在物料水分蒸發后Z大限度地保留在磨內參與粉磨過程,同時還要有良好的滲透性,楔入物料顆粒因碾壓形成的裂隙,幫助裂隙延展,起到提產效果。
4)5月31日開始生產P·O42.5水泥,物料組分見表1。研磨壓力為9~12MPa,比表面積為360m2/kg。
調試各階段投入的物料配比和含水率見表1。
在收塵風機正常拉風情況下,選粉機頻率設定35Hz,反饋只能達到25Hz(滿頻率50Hz)左右,此時電流達到548.4A,已超出額定電流(額定電流516A),磨機開始研磨物料后電流會繼續上升。在單機試車時,頻率給定不宜過快,過快則電流波動較大。帶料調試過程中,水泥比表面積主要由選粉機調節,由于頻率只能到25Hz左右,經過采取調整拉風和研磨壓力等措施,水泥成品比表面積仍未達到標準。為此,分別采取了一系列措施:摘掉一半(每隔一片抽一片)轉子葉片;將轉子葉片全部摘下,安裝一半切割掉原有寬度57%的轉子葉片;切割完成的轉子葉片摘下,反向安裝到選粉機轉子上;將選粉機導流葉片由固定角度改為可調角度;將噴口環處導風葉片全部摘掉等,但都沒有解決選粉機超額定電流的問題。
后來加入了礦渣粉以提高比表面積,但磨機振動隨之升高,選粉機電流也升至超額定電流。
在后期調試過程中,經研究,選粉機采取低頻率(18Hz)開車投料,先將磨機穩定運轉,然后再調整比表面積。采用這種措施以后,磨機運行平穩,當選粉機頻率18Hz時電流為190A左右,水泥比表面積為248m2/kg,穩定運轉1h后,逐漸增加選粉機轉速,加到25Hz時,磨機主機電流有所增加,在450A左右,磨機運行較平穩,選粉機電流為350A左右,水泥比表面積為378m2/kg。
現在采取低選粉機轉速開磨已經解決選粉機電流高的問題,后經分析電流超載的具體原因是由于開磨時選粉機轉速設定較高,導致從磨輥落下到研磨壓力加載完成階段產生大量粗粉,選粉機負荷過大,導致選粉機電流高。
2 系統調整
1)5月11日,由于已經具備加入混合材的條件,配料方案見表1。研磨壓力為4~5.5MPa,比表面積為180~312m2/kg。
2)5月25日,磨內噴水設備具備投入條件,將4個磨輥研磨壓力提高到9~10MPa,啟動磨內噴水,配比見表1,比表面積為295~343m2/kg。
3)為提高比表面積,繼而對配料方案做了進一步調整,見表1。采用磨內噴水和添加助磨劑,研磨壓力為9~12MPa,比表面積為360m2/kg。
助磨劑的添加對提高產量、穩定運行產生了積極作用。助磨劑由唐山冀東水泥外加劑有限責任公司專門為水泥立磨研制生產的DSA100H(L)型高性能水泥助磨劑。加入點選擇在入磨物料皮帶。加入助磨劑后水泥磨臺時產量從160~170t/h提高到180~190t/h,水泥3d抗壓強度提高2~3MPa,28d抗壓強度提高3~5MPa。
不同于球磨系統中加入助磨劑來解決磨內物料的靜電團聚現象、磨內物料流速慢和包球包段等問題,用于水泥立磨的助磨劑要考慮到立磨內的溫度、風速等特殊條件,使助磨劑既要溶于水,又要在物料水分蒸發后Z大限度地保留在磨內參與粉磨過程,同時還要有良好的滲透性,楔入物料顆粒因碾壓形成的裂隙,幫助裂隙延展,起到提產效果。
4)5月31日開始生產P·O42.5水泥,物料組分見表1。研磨壓力為9~12MPa,比表面積為360m2/kg。
調試各階段投入的物料配比和含水率見表1。
表1 物料配比和含水率 %

3 調試后效果
經過一段時間的調試和設備局部改進,系統性能指標大幅提高,截至2012年11月30日,立磨系統各項指標均已達到或超過設計指標,具體數值見表2,研磨壓力不大于8.5MPa,振動值3~4mm/s,測振點為減速機輸入軸軸承處殼體。
經過一段時間的調試和設備局部改進,系統性能指標大幅提高,截至2012年11月30日,立磨系統各項指標均已達到或超過設計指標,具體數值見表2,研磨壓力不大于8.5MPa,振動值3~4mm/s,測振點為減速機輸入軸軸承處殼體。
表2 調試后立磨系統各項指標
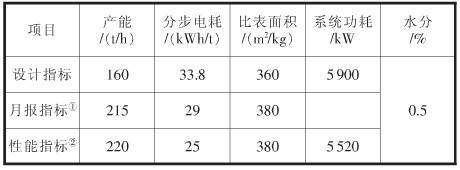
注:①指統計月內系統累計消耗電量除以累計產量;
②指系統連續穩定運行時間段內所達到的指標。
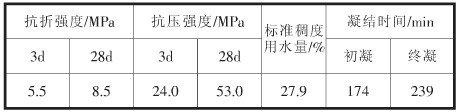
生產P·O42.5水泥的物料配比見表3。相應的水泥質量指標見表4。
②指系統連續穩定運行時間段內所達到的指標。
生產P·O42.5水泥的物料配比見表3。相應的水泥質量指標見表4。
表3 生產P·O42.5水泥的物料配比%
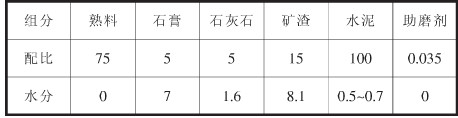
表4 水泥質量指標
4 調試經驗總結
1)適宜的物料初始水分(生產P·O42.5水泥,混合料水分在3.2%左右)或磨內噴水;2)適宜的研磨壓力(6~8.5MPa);3)選粉機在較低轉速時投料,待研磨壓力逐漸升高到正常工作壓力時再以每次1Hz的幅度增加選粉機轉速直至達到產品比表面積要求,如此操作可以解決主電動機電流高和選粉機電動機電流高的問題;4)適宜的擋料圈高度;5)合適的蓄能器充氣壓力;6)添加立磨專用助磨劑;7)適宜的操作方法;8)氣溫較低時,開磨前要對磨輥潤滑站潤滑油進行預熱。
1)適宜的物料初始水分(生產P·O42.5水泥,混合料水分在3.2%左右)或磨內噴水;2)適宜的研磨壓力(6~8.5MPa);3)選粉機在較低轉速時投料,待研磨壓力逐漸升高到正常工作壓力時再以每次1Hz的幅度增加選粉機轉速直至達到產品比表面積要求,如此操作可以解決主電動機電流高和選粉機電動機電流高的問題;4)適宜的擋料圈高度;5)合適的蓄能器充氣壓力;6)添加立磨專用助磨劑;7)適宜的操作方法;8)氣溫較低時,開磨前要對磨輥潤滑站潤滑油進行預熱。
來源:《水泥》2015年06期